

シルバーアクセサリーのサイズの直し方
サイズを小さくする方法(サイズダウン)

本来、鋳造前にリングのサイズが分かっている場合、
指定のサイズで鋳造します。
なので、鋳造上がりのリングをサイズ直しする事はありませんが、
鋳造後にサイズ変更のご依頼があったので、
鋳造後のリングのサイズ変更(サイズダウン)をします。
まず湯口(鋳造の際に、銀を流し込む経路)、を削り落とします。

湯口を削り落としました。

荒いヤスリで削り落としたので、削り落とした面を綺麗にするために、
ペーパーヤスリで綺麗にします。(400番〜800番あたりを使います)

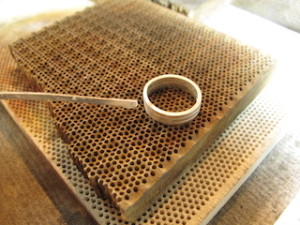
湯口が綺麗になったら、リングの真円を出すために、
(正確な円)芯金棒(ゲージ棒)に通し、
木槌で叩いて正確な円にします。

次にノギスを用意します。

1号サイズダウンしたい場合は、
リングの円周を1mm減らすと
1号サイズダウンになります。

カニコンパスで落としたいサイズを図ります。

これが通称カニコンパス、で測ります。
尖った部分で、ワックスも削るのにも使える
彫金職人の必修アイテム

リングに切り取る部分をケガキ線を入れます。

ケガキ線を入れた状態です。

糸鋸で切断しますが、糸鋸が滑りやすくする為に、
バーライフを付けます。
糸鋸が滑らかに引け、糸鋸の折れ防止になります。

糸鋸でシルバーリングを切断します。

シルバーリングをサイズダウンする分、
切り落とした所です。

ヤットコで曲げて、切断面を繋げます。

リングに傷がつかないように、革を巻いてあります。

切断面を繋げます。

綺麗に繋がりました。

切断面に隙間が有るようなら、
繋げた位置に糸鋸を入れます。
今回は綺麗に出来たので入れませんでしたが、
参考までに写真です。

繋げたい位置にフラックスを塗ります。
フラックスは酸化防止剤で、
銀ロウを流したい位置に塗ります。

使い込んでいいるので、
瓶が汚いけどフラックスの瓶です。

こんな感じにしっかり塗ります。
銀ロウを小さく切ります。

銀ロウは
| 種類 | 作業温度 | 銀含有量 |
| 早ろう | 620℃ | 50% |
| 2分ロウ | 620℃ | 80% |
| 3分ロウ | 820℃ | 77% |
| 5分ロウ | 750℃ | 70% |
| 7分ロウ | 720℃ | 60% |
| 9分ロウ | 730℃ | 50% |

銀ロウを小さく切り出します。

銀ロウをつなぎ目に置きます。

バーナーでリングを炙ります。
大きな炎を使い、リング全体を温めます。

さらにリングの温度を上げます。

つなぎ目が赤く光った感じになれば、
銀ロウが流れた証拠です。

冷まします。

酸洗いをして、余分なフラックスやカスを除去します。
(酸洗いに使うのは、水で薄めた硫酸)

芯金棒にリングを通し、
木槌(プラスチックハンマー)で叩き、
心円に近づけます。

シルバーリングのサイズを確認します。

つなぎ目をヤスリで綺麗にします。

シルバーリングの外側も金ヤスリで綺麗にします。

リングのデザインの細いラインにも、
銀ロウが流れたので、
糸鋸でラインを作り直します。

シルバーリングの内側を磨きます。

ヤスリをロッドに巻きつけます。
巻きつけます。

モーターツールに取り付け、リングの内側を綺麗にします。

シルバーリングにいぶし加工をするために、
燻液に浸漬します。

熱湯を使うと、手早く燻す為に、熱湯を使います。

燻したリングを真鍮ブラシで磨きます。

その後、サンドペーパーで磨きます。

内側を鏡面に仕上げますが、
バフ掛けすると、摩擦熱で熱くなる為、
素手の代わりに、リングを抑える治具で保持します。

バフに微粒子研磨剤を付けます。

BISO社の研磨剤を付けます。


バフにも付けます。

磨きます。
画像はちょっとした、磨く工夫です。
軍手で持つと、リングに跡がつき、
なかなか触れた跡が取れないので
軍手に通し、外側に触れないように、
シルバーリングの周囲を磨きます。

シルバーリングを超音波洗浄機で洗います。

使うのは、「強力バフ・カストール液」です。
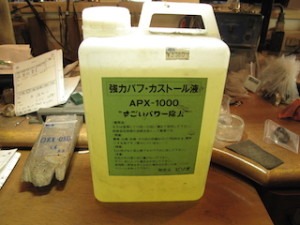
綺麗になったら、終わりです。


コメント